
3Dプリンター:最高のフィラメントの仕組みとその機能-簡単に説明
3Dプリントはますます一般的になっています。 この記事では、3Dプリンターの仕組み、印象的なモデルの印刷に使用するフィラメント、および実用的なヒントについて説明します。
3Dプリンターはどのように機能しますか?
3Dプリンターは海辺の砂のようなものです。 従って、プリンタは、モデルを作成するよう、また、様々な技術が存在します。 ただし、基本的には、すべてのプリンターを4つの異なる手法のいずれかに割り当てることができます。
- 一方では、ステレオリソグラフィー(「SL」または「SLA」)があります。 この場合、プリンタは、液体フォトポリマーにバスルームに配置されています。 フォトポリマーは、光を照射し治療プラスチックです。 プリンタは通常、アクリル、エポキシ又はVinylesterharzで動作します。 樹脂はレーザーを使用して硬化します。 フォトポリマー流域でレベルを硬化させた後、少し道(浴室の内部に深く)を下るプラトーがあります。 モデルが完全に硬化すると、プラスチックの強度と耐薬品性が高くなります。 このプロセスの利点は、その精度です。プリンターは、マイクロメートルサイズの構造も印刷できます。 残念ながら、ステレオリソグラフィプリンタは現在も非常に高価です。
- 選択的レーザー焼結(「SLS」)も知られています。 それがどのように機能するかを理解するために、台地が再び構築されるパイプを想像してください。 プラトーは最初は上部にあります。 まず、プラスチック、プラスチック被覆鋳物砂、金属又はセラミック粉末は、ローラーの台地上に分布されています。 その後、レーザは、それらが接続して物体の最初の面が作成されるように、粉末自体でプラトーと加熱特定のポイント上を通過します。 その後、もう少し下およびプロセスへのプラトーが再び始まります。 このように、オブジェクトは、1枚ずつ構築することができます。 実質的にここにある残りの材料は、サポート材として作用し得ることである - ステレオリソグラフィとは違って - 何の支持構造は、印刷する必要はありません。
- 古典的な三次元印刷において、溶融堆積モデリング(「FDM」)が直ちに硬化その塗布された液状のプラスチック層で押出機を用いて、表面に転写されます。 次に、表面が少し下に(または押出機が上に)移動し、次の層が印刷されます。 プリンタは比較的安価であり、いくつかのノウハウを使用して自分で組み立てることができます。 しかし、印刷される「オーバーハング」、トップダウンよりもかなり広いオブジェクト、支持材料とのオブジェクトに対して有します。 さらに、ステレオリソグラフィーと比較して、印刷精度は比較的不正確です。 しかし、愛好家や興味のある人にとっては、これはまさに正しい手順です。
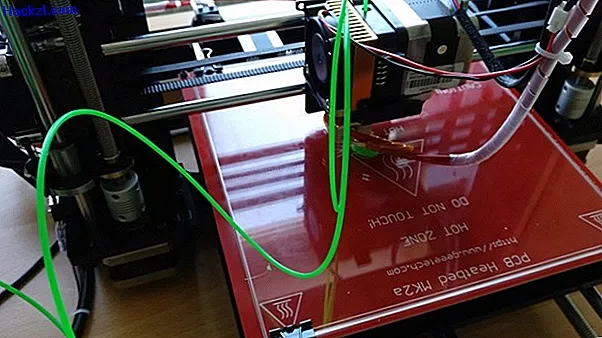
フィラメントは何ですか?
融合堆積モデリングでは、いわゆるフィラメントで印刷します。 これらは、ロールであるワイヤ状のもの、熱可塑性材料に巻回されています。 しかし、これは、種類に応じて、いくつかの違いがあります。
- ポリラクチド(「PLA」)は、プリンターで最も一般的に使用されています。 プラスチックのほとんどは、コーンスターチなどの再生資源から得られます。 それにもかかわらず、これは生分解性ではありません。 プラスチックは、メチル基により食品安全で撥水性があります。 また、難燃性であり、長時間にわたって紫外線に耐性があります。 ただし、最大の利点は印刷にあります。不快な臭いはありません。
- アクリロニトリル-ブタジエン-スチレン共重合体(「ABS」)も非常に頻繁に使用されます。 このプラスチックは、世界で最も広く使用されているプラスチックの1つです。 彼は、オイル、グリースおよび高温に対して特に耐性です。 PLA ABSとは異なり、はるかに困難です。 ただし、印刷時にこのプラスチックの臭いを吸い込むことはできません。 印刷時の責任は大きな問題です。 PLAは加熱されたガラス板によく付着しますが、非常に熱い加熱ベッドと両面粘着テープにもかかわらず、一部の種類のABSは非常に不十分に付着します。 ただし、ABSを使用して非常に優れたモデルを作成できます。 印刷後、モデルは通常、鈍い色を持っています。 しかし、モデルは、かなりの時間後に滑らかであり、ガラスドームの下でモデルは、アセトンで湿らせた布であると思う:ABSは、アセトン、メチルエチルケトン又はジクロロメタン中で可溶性です。
- ポリ酢酸ビニルの加水分解によって生成されるポリビニルアルコール(「PVAL」または「PVOH」)は、オーバーハングのあるモデルに非常に実用的です。 このプラスチックの特別なことは、水溶性であることです。 2台の押出機、モデル、例えば、しかし、PLA、PVOHと支持構造体と印刷した3Dプリンタでできますので。 水が空気から吸収され、モデルは長くは続かないいるよう実際のモデルを印刷するためのフィラメントとして、しかし、この樹脂は不適当です。
- 耐衝撃性ポリスチレン(「HIPS」)は、ABSのサポート材料として主に使用されます。 このプラスチックは、高い衝撃強度と硬度を有するが、リモネンを行うことができ、例えば、レモン油堆積物に溶解します。
- PLAコンパウンドを使用した印刷は特に排他的です。 これは、PLA及び他の物質の粒子のブレンドです。 したがって、例えば、あなたはまた、木材や銅で印刷することができます。
- ポリカーボネート(「PC」)は印刷ではほとんど使用されません。 ここでの利点は、270°C〜300°Cという非常に高い融解温度です。 このプラスチックは、高い耐衝撃性と耐熱性も備えています。
- 強い力に耐える必要があり、破損してはならないギアまたはネジを印刷する場合は、「ナイロン」または「PA」としても知られるポリヘキサメチレンアジピン酸アミンをお勧めします。
- または「フレックス」フィラメント、ほとんどの場合、異なる材料からなることがわかった - インターネットは、多くの場合、「弾性」もすることができます。 ここでの最大の利点は柔軟性です。 これにより、柔軟でゴムのようなモデルを印刷できます。 原則として、ウレタン(「TPU」)に基づく熱可塑性エラストマーが主成分として使用されます。
- カップやプレートも印刷できます。 このためには、食品に安全なプラスチックが必要です。 PLAに加えて、ポリプロピレン(「PP」)もありますが、これもわずかに柔軟性があります。 PLAとABSの食品安全の組み合わせは、印刷でも良い葉で、風化に非常に耐性があり、PETGです。
印刷プロセスはどのように機能しますか?
まず、CADプログラムで3Dモデルを作成し、STLファイルとして保存します。
- このSTLファイルは、CuraやSlic3rなどのスライスプログラムにロードされます。
- スライシングプログラムでは、そのような嵩密度または調整するための支持構造の使用など、モデルのプロパティのオプションがあります。
- プログラムは、次いで、Gコードに3Dモデルを変換します。 これには、押出機が次々に移動するすべての位置が含まれます。 その間、フィラメントが押し出され、触覚モデルが作成されます。
次の実用的なヒントでは、我々はあなたが多くの実用的な3Dモデルを作成することを可能にするCADプログラム「Solid Edgeの」、の紹介を与えます。